
Scientia Silvae Sinicae ›› 2020, Vol. 56 ›› Issue (4): 135-142.doi: 10.11707/j.1001-7488.20200415
• Articles • Previous Articles Next Articles
Wei Wang1,Yunting Wang1,Wenlong Song2
Received:2018-01-31
Online:2020-04-25
Published:2020-05-29
CLC Number:
Wei Wang,Yunting Wang,Wenlong Song. Simulation on Cluster Layout Wooden Furniture Production Line Based on FlexSim[J]. Scientia Silvae Sinicae, 2020, 56(4): 135-142.
Table 1
Furniture ordering schedule"
| 项目Item | 订单编号Order number | |||
| 1 | 2 | 3 | 4 | |
| 木质家具型号Model of wooden furniture | CAH001 | CAH002 | CAH003 | CAH004 |
| 要货数量Order quantity/piece | 40 | 60 | 40 | 80 |
| 交货期Delivery time/min | 770 | 1 536 | 1 412 | 1 334 |
Table 2
Furniture production hours"
| 家具型号 Model of furniture | 各工序生产工时Production hours of each process/min | |||||
| 下料Cutting | 铣型Milling | 砂光Sanding | 组装Assembling | 喷漆Painting | 检测Testing | |
| CAH001 | 6 | 8 | 24 | 12 | 4 | 3 |
| CAH002 | 3 | 10 | 18 | 8 | 8 | 6 |
| CAH003 | 6 | 12 | 30 | 12 | 12 | 9 |
| CAH004 | 3 | 8 | 12 | 8 | 8 | 6 |
Table 3
Processes transport hours"
| 家具型号 Model of furniture | 各工序间运输工时 Transport hours between processes/min | ||||
| 下料-铣型 Cutting-milling | 铣型-砂光 Milling-sanding | 砂光-组装 Sanding-assembling | 组装-喷漆 Assembling-painting | 喷漆-检测 Painting-testing | |
| CAH001 | 7 | 7 | 7 | 21 | 7 |
| CAH002 | 5 | 5 | 5 | 19 | 5 |
| CAH003 | 5 | 5 | 5 | 17 | 5 |
| CAH004 | 7 | 7 | 7 | 15 | 7 |
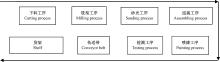
Fig.1
Layout of wooden furniture production line"
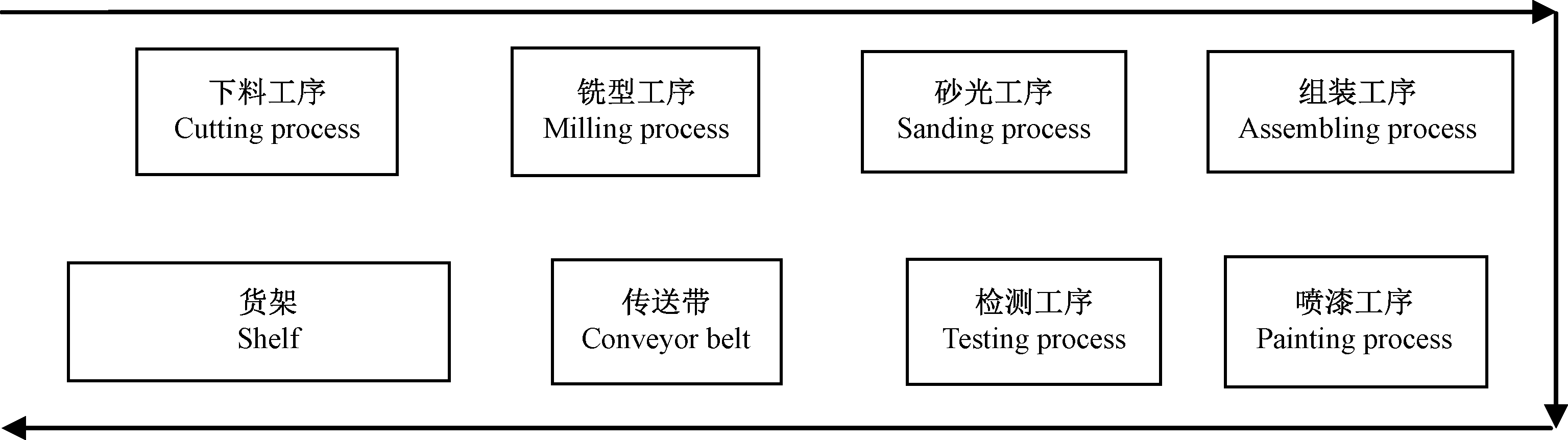
Table 4
Process equipment quantity"
| 工序名称 Process name | 下料 Cutting | 铣型 Milling | 砂光 Sanding | 组装 Assembling | 喷漆 Painting | 检测 Testing |
| 设备数量 Equipment quantity | 3 | 4 | 6 | 4 | 4 | 3 |
Table 5
Pre-programmed wooden furniture production task planning min"
| 工序 Process | 订单1 Order 1 CAH001 | 订单2 Order 2 CAH002 | 订单3 Order 3 CAH003 | 订单4 Order 4 CAH004 | |||||||
| 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | ||||
| 下料Cutting | 54 | 134 | 552 | 612 | 504 | 584 | 110 | 190 | |||
| 铣型Milling | 162 | 242 | 642 | 792 | 604 | 724 | 246 | 406 | |||
| 砂光Sanding | 270 | 430 | 822 | 1 002 | 744 | 944 | 462 | 622 | |||
| 组装Assembling | 458 | 578 | 1 032 | 1 152 | 964 | 1 084 | 678 | 838 | |||
| 喷漆Painting | 662 | 702 | 1 266 | 1 386 | 1 152 | 1 272 | 958 | 1 118 | |||
| 检测Testing | 730 | 770 | 1 416 | 1 536 | 1 292 | 1 412 | 1 174 | 1 334 | |||
Table 6
Corresponding relationship between production line entity and model entity"
| 生产线实体 Production line entity | FlexSim仿真实体库对象 FlexSim simulation entity library object | 实体类型 Type of entity | 数量 Quantity |
| 下料工序Cutting process | 处理器Processor | Processor | 3 |
| 铣型工序Milling process | 处理器Processor | Processor | 4 |
| 砂光工序Sanding process | 处理器Processor | Processor | 6 |
| 组装工序Assembling process | 处理器Processor | Processor | 4 |
| 喷漆工序Painting process | 处理器Processor | Processor | 4 |
| 检测工序Testing process | 处理器Processor | Processor | 3 |
| 生产线出口Production line export | 发生器Producer | Source | 4 |
| 生产线入口Production line entrance | 吸收器Absorber | Sink | 1 |
| 缓存仓库Cache repository | 暂存区Staging area | Queue | 28 |
| 叉车Forklift | 运输机Transport aircraft | Transporter | 20 |
| 传送带Conveyor belt | 传送带Conveyor belt | Conveyor | 4 |
| 货架Shelf | 货架Shelf | Rack | 4 |
Table 7
Process state parameter (%)"
| 工序 Process | 空闲率 Idle rate | 加工率 Processing rate | 故障率 Breakdown rate | 空置率 Empty rate | 释放率 Releasing rate |
| 下料暂存区Cutting temporary storage area | 58.00 | 42.00 | |||
| 下料工序1 Cutting process 1 | 52.90 | 47.10 | 0 | ||
| 下料工序2 Cutting process 2 | 53.80 | 46.20 | 0 | ||
| 下料工序3 Cutting process 3 | 57.40 | 42.60 | 0 | ||
| 铣型暂存区Milling temporary storage area | 42.50 | 57.50 | |||
| 铣型工序1 Milling process 1 | 35.10 | 64.90 | 0 | ||
| 铣型工序2 Milling process 2 | 36.30 | 63.70 | 0 | ||
| 铣型工序3 Milling process 3 | 35.50 | 61.20 | 3.30 | ||
| 铣型工序4 Cutting process 4 | 39.00 | 61.00 | 0 | ||
| 砂光暂存区Sanding temporary storage area | 27.60 | 72.40 | |||
| 砂光工序1 Sanding process 1 | 21.90 | 75.80 | 2.30 | ||
| 砂光工序2 Sanding process 2 | 23.50 | 76.50 | 0 | ||
| 砂光工序3 Sanding process 3 | 25.20 | 72.00 | 2.80 | ||
| 砂光工序4 Sanding process 4 | 26.70 | 73.30 | 0 | ||
| 砂光工序5 Sanding process 5 | 26.70 | 73.30 | 0 | ||
| 砂光工序6 Sanding process 6 | 26.10 | 73.90 | 0 | ||
| 组装暂存区Assembling temporary storage area | 77.30 | 22.70 | |||
| 组装工序1 Assembling process 1 | 51.80 | 46.70 | 1.50 | ||
| 组装工序2 Assembling process 2 | 45.50 | 53.10 | 1.40 | ||
| 组装工序3 Assembling process 3 | 41.30 | 58.70 | 0 | ||
| 组装工序4 Assembling process 4 | 44.00 | 52.70 | 3.30 | ||
| 喷漆暂存区Painting temporary storage area | 69.10 | 30.90 | |||
| 喷漆工序1 Painting process 1 | 34.50 | 65.50 | 0 | ||
| 喷漆工序2 Painting process 2 | 39.00 | 56.50 | 4.50 | ||
| 喷漆工序3 Painting process 3 | 49.30 | 50.60 | 0.10 | ||
| 喷漆工序4 Painting process 4 | 52.80 | 45.50 | 1.70 | ||
| 检测暂存区Testing temporary storage area | 70.10 | 29.90 | |||
| 检测工序1 Testing process 1 | 39.70 | 58.00 | 2.30 | ||
| 检测工序2 Testing process 2 | 42.50 | 53.00 | 4.50 | ||
| 检测工序3 Testing process 3 | 48.40 | 51.60 | 0 |
Table 8
Operation parameter of wooden furniture production line (%)"
| 参数 Parameter | 下料工序 Cutting process | 铣型工序 Milling process | 砂光工序 Sanding process | 组装工序 Assembling process | 喷漆工序 Painting process | 检测工序 Testing process |
| 平均空闲率 Average idle rate | 54.70 | 36.48 | 25.02 | 45.65 | 43.90 | 43.53 |
| 平均加工率 Average processing rate | 45.30 | 62.70 | 74.13 | 52.80 | 54.53 | 54.20 |
| 平均故障率 Average breakdown rate | 0 | 0.83 | 0.82 | 1.55 | 1.55 | 2.27 |
Table 9
Buffer time of each order min"
| 订单编号 Order number | 瓶颈缓冲时间 Bottleneck cushion time | 出货缓冲时间 Shipping cushion time |
| 1 | 24 | 30 |
| 2 | 31.5 | 54 |
| 3 | 30 | 54 |
| 4 | 36 | 72 |
Table 10
Pre-programmed production task planning based on time buffermin"
| 工序 Process | 订单1 Order 1 CAH001 | 订单2 Order 2 CAH002 | 订单3 Order 3 CAH003 | 订单4 Order 4 CAH004 | |||||||
| 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | ||||
| 下料Cutting | 0 | 80 | 466.5 | 526.5 | 420 | 500 | 2 | 82 | |||
| 铣型Milling | 108 | 188 | 556.5 | 706.5 | 520 | 640 | 138 | 298 | |||
| 砂光Sanding | 240 | 400 | 768 | 948 | 690 | 890 | 390 | 550 | |||
| 组装Assembling | 428 | 548 | 978 | 1 098 | 910 | 1 030 | 606 | 766 | |||
| 喷漆Painting | 632 | 672 | 1 212 | 1 332 | 1 098 | 1 218 | 886 | 1 046 | |||
| 检测Testing | 700 | 740 | 1 362 | 1 482 | 1 238 | 1 358 | 1 102 | 1 262 | |||
Table 11
Order scheduling plan under SPT rule min"
| 工序 Process | 订单1 Order 1 CAH001 | 订单2 Order 2 CAH002 | 订单3 Order 3 CAH003 | 订单4 Order 4 CAH004 | |||||||
| 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | ||||
| 下料Cutting | 0 | 80 | 12 | 92 | 258.5 | 318.5 | 470 | 550 | |||
| 铣型Milling | 108 | 188 | 148 | 308 | 348.5 | 498.5 | 570 | 690 | |||
| 砂光Sanding | 240 | 400 | 400 | 560 | 560 | 740 | 740 | 940 | |||
| 组装Assembling | 428 | 548 | 616 | 776 | 770 | 890 | 960 | 1 080 | |||
| 喷漆Painting | 632 | 672 | 896 | 1 056 | 1 004 | 1 124 | 1 148 | 1 268 | |||
| 检测Testing | 700 | 740 | 1 112 | 1 272 | 1 154 | 1 274 | 1 288 | 1 408 | |||
Table 12
Production line operation parameter by FlexSim again (%)"
| 参数 Parameter | 下料工序 Cutting process | 铣型工序 Milling process | 砂光工序 Sanding process | 组装工序 Assembling process | 喷漆工序 Painting process | 检测工序 Testing process |
| 平均空闲率 Average idle rate | 48.13 | 16.15 | 7.75 | 23.95 | 36.33 | 33.83 |
| 平均加工率 Average processing rate | 51.87 | 82.75 | 90.28 | 73.70 | 62.85 | 61.73 |
| 平均故障率 Average breakdown rate | 0 | 1.10 | 1.93 | 2.38 | 0.83 | 4.43 |
Table 13
Production line operation parameter with a stop-watch min"
| 工序Process | 订单1 Order 1 CAH001 | 订单2 Order 2 CAH002 | 订单3 Order 3 CAH003 | 订单4 Order 4 CAH004 | |||||||
| 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | 开工时间 Start time | 完工时间 Completion time | ||||
| 下料Cutting | 0 | 98.48 | 22.15 | 132.24 | 238.39 | 297.18 | 376.27 | 508.91 | |||
| 铣型Milling | 99.56 | 179.78 | 145.61 | 306.42 | 340.51 | 496.38 | 569.91 | 693.01 | |||
| 砂光Sanding | 243.53 | 402.35 | 402.35 | 553.28 | 553.28 | 732.59 | 732.59 | 943.53 | |||
| 组装Assembling | 424.57 | 542.95 | 612.63 | 772.14 | 768.34 | 891.42 | 967.15 | 1 086.18 | |||
| 喷漆Painting | 630.52 | 664.73 | 890.81 | 1 049.49 | 1 009.36 | 1 120.28 | 1 151.69 | 1 287.88 | |||
| 检测Testing | 703.74 | 748.46 | 1 106.41 | 1 265.48 | 1 149.28 | 1 271.53 | 1 284.48 | 1 398.44 | |||
Table 14
Production line operation parameter by calculation (%)"
| 参数 Parameter | 下料工序 Cutting process | 铣型工序 Milling process | 砂光工序 Sanding process | 组装工序 Assembling process | 喷漆工序 Painting process | 检测工序 Testing process |
| 平均空闲率 Average idle rate | 49.62 | 16.82 | 8.40 | 23.15 | 36.46 | 34.07 |
| 平均加工率 Average processing rate | 50.38 | 81.66 | 89.52 | 74.91 | 62.18 | 62.06 |
Table 15
Simulation results and calculation results error (%)"
| 参数 Parameter | 下料工序 Cutting process | 铣型工序 Milling process | 砂光工序 Sanding process | 组装工序 Assembling process | 喷漆工序 Painting process | 检测工序 Testing process |
| 平均空闲率 Average idle rate | -3.09 | -4.14 | -8.38 | 3.34 | -0.35 | -0.71 |
| 平均加工率 Average processing rate | 2.87 | 1.32 | 0.84 | -1.64 | 1.06 | -0.53 |
|
曹振新, 朱云龙, 宋崎. 制造系统的设备布局方. 辽宁工程技术大学学报, 2005. 24 (3): 413- 416.
doi: 10.3969/j.issn.1008-0562.2005.03.034 |
|
|
Cao Z X , Zhu Y L , Song Q . The research on facilities layout for manufacturing systems. Journal of Liaoning Technical University, 2005. 24 (3): 413- 416.
doi: 10.3969/j.issn.1008-0562.2005.03.034 |
|
| 陈伟达, 林晶晶. 基于DBR的再制造系统缓冲设置模型研究. 科研管理, 2010. 31 (5): 108- 115, 156. | |
| Chen W D , Lin J J . Research on the model of buffer design based on DBR for remanufacturing system. Science Research Management, 2010. 31 (5): 108- 115, 156. | |
|
葛安华, 隋姗姗, 刘栋. 基于Flexsim软件的鼓风机叶轮加工系统仿真. 森林工程, 2007. 23 (4): 30- 32.
doi: 10.3969/j.issn.1001-005X.2007.04.010 |
|
|
Ge A H , Sui S S , Liu D . Simulation of blower impeller machining system based on Flexsim software. Forest Engineering, 2007. 23 (4): 30- 32.
doi: 10.3969/j.issn.1001-005X.2007.04.010 |
|
|
管在林, 刘俊良, 马力, 等. 多品种小批量生产环境下基于约束管理的混流制造运行控制技术研究. 现代制造工程, 2007. (4): 1- 5.
doi: 10.3969/j.issn.1671-3133.2007.04.001 |
|
|
Guan Z L , Liu J L , Ma L , et al. Research on constraints management-based operation and control of flow manufacturing in high mix and low volume production environments. Modern Manufacturing Engineering, 2007. (4): 1- 5.
doi: 10.3969/j.issn.1671-3133.2007.04.001 |
|
| 季学金. 精益生产在多品种小批量生产企业的应用. 机械工人, 2005. (7): 29- 32. | |
| Ji X J . Lean production in a variety of small batch production enterprises. Mechanical Workers, 2005. (7): 29- 32. | |
| 马云, 李跃宇. 混流生产线的Flexsim仿真应用研究. 微计算机信息, 2009. 25 (1): 232- 234. | |
| Ma Y , Li Y Y . Research on Flexsim simulation application of mixed flow production line. Microcomputer Information, 2009. 25 (1): 232- 234. | |
|
孙军艳, 韩昉, 曹西京. 基于Flexsim的车间设备布局优化设计. 起重运输机械, 2008. (9): 31- 33.
doi: 10.3969/j.issn.1001-0785.2008.09.009 |
|
|
Sun J Y , Han F , Cao X J . Optimized layout design of workshop equipment based on Flexsim. Hoisting and Conveying Machinery, 2008. (9): 31- 33.
doi: 10.3969/j.issn.1001-0785.2008.09.009 |
|
|
徐学军, 张红, 叶广宇. 生产进度的同步化方法研究. 工业工程与管理, 2001. (2): 38- 41.
doi: 10.3969/j.issn.1007-5429.2001.02.010 |
|
|
Xu X J , Zhang H , Ye G Y . A Study on synchronous production schedule. Industrial Engineering and Management, 2001. (2): 38- 41.
doi: 10.3969/j.issn.1007-5429.2001.02.010 |
|
| 叶明春. 生产计划与控制. 北京: 高等教育出版社. 2005. 406- 411. | |
| Ye M C . Production planning and control. Beijing: Higher Education Press. 2005. 406- 411. | |
| 尹静, 马常松. Flexsim物流系统建模与仿真. 北京: 冶金工业出版社. 2014. 18- 24. | |
| Yin J , Ma C S . Flexsim logistics system modeling and simulation. Beijing: Metallurgical Industry Press. 2014. 18- 24. | |
| 张鹏. 基于OPT的车间作业计划中瓶颈识别问题的研究与系统实现. 沈阳师范大学学报:自然科学版, 2009. 27 (3): 338- 341. | |
| Zhang P . Research and realization of "bottleneck" identification in workshop production scheduling based on OPT. Journal of Shenyang Normal University:Natural Science Edition, 2009. 27 (3): 338- 341. | |
|
张卫德, 严洪森, 徐成. 基于FlexSim的生产线仿真和应用. 工业控制计算机, 2005. 18 (9): 50- 51.
doi: 10.3969/j.issn.1001-182X.2005.09.026 |
|
|
Zhang W D , Yan H S , Xu C . Production line simulation and application based on FlexSim. Industrial Control Computer, 2005. 18 (9): 50- 51.
doi: 10.3969/j.issn.1001-182X.2005.09.026 |
|
|
朱小蓉. 基于FlexSim的仓储作业系统仿真及优化. 物流技术, 2012. 31 (2): 135- 137.
doi: 10.3969/j.issn.1005-152X.2012.02.042 |
|
|
Zhu X R . Simulation and optimization of warehousing operation system based on FlexSim. Logistics Technology, 2012. 31 (2): 135- 137.
doi: 10.3969/j.issn.1005-152X.2012.02.042 |
|
| Schrageheim E , Ronen B . Drum-buffer-rope shop floor control. Production and Inventory Management Journal, 1990. 3, 18- 22. | |
| Sivasubramanian R , Selladurai V , Rajamramasamy N . The effect of the drum-buffer-rope (DBR) approach on the performance of a synchronous manufacturing system (SMS). Production Planning & Control, 2000. 11 (8): 820- 824. | |
| Srinivas C , Satyanarayana B . Determination of buffer size in single and multi row flexible manufacturing systems through simulation. International Journal of Engineering Science and Technology, 2011. 3 (5): 3889- 3899. | |
| Wang Y C . The work in process(WIP)control model and its application simulation in small-batch and multi-varieties production mode. Modern Applied Science, 2009. 3 (6): 83- 87. |
| [1] | Xiujin Yuan, Wenfa Xiao, Jingpin Lei, Lei Pan, Xiaorong Wang, Hongxia Cui, Wenjie Hu. Spatial Variability of Throughfall and Stemflow in Pinus massoniana Plantation in Three Gorges Reservoir Area [J]. Scientia Silvae Sinicae, 2020, 56(1): 10-19. |
| [2] | Xiao He,Yuancai Lei,Chunquan Xue,Qihu Xu,Haikui Li,Lei Cao. Carbon Density Uncertainty Estimates for Schima superba in Guangdong Province [J]. Scientia Silvae Sinicae, 2019, 55(11): 163-171. |
| [3] | Sun Xinglin, Zhang Yuqing, Zhang Jutao, Qin Shugao, Zhou Jinxing. Numerical Simulation on the Influence of Subgrade of Qinghai-Tibet Railway on Wind-Sand Movement [J]. Scientia Silvae Sinicae, 2018, 54(7): 73-83. |
| [4] | Wang Zi, Zhou Xianwu, Wu Guofang, Zhong Yong, Ren Haiqing, Zhao Rongjun. Load-Carrying Capacity of Larix kaempferi Light Wood Trusses [J]. Scientia Silvae Sinicae, 2018, 54(2): 137-144. |
| [5] | Zhang Shaoqun, Yan Jiaxiong, Cao Lei, Wang Haitao. Crack Propagation Simulation of Hot Mill Grinding with Wood Based on ADAMS and ABAQUS [J]. Scientia Silvae Sinicae, 2018, 54(12): 149-156. |
| [6] | Xing Jingchen, Zhou Yucheng, Yu Yuxiang, Li Lufei, Chang Jianmin. Simulation on Heat Storage and Release Performance of Fatty Acid Phase Change Floor Used for Ground with Heating System [J]. Scientia Silvae Sinicae, 2018, 54(11): 20-28. |
| [7] | Zhou Yucheng, Song Mingliang, Ma Yan, Yang Chunmei, Zhang Jiawei, Deng Yingjian, Jiang Ting. Design of Solar Energy-Storage Flooring and Simulation Analysis of Heat Transfer Modeling [J]. Scientia Silvae Sinicae, 2018, 54(11): 149-157. |
| [8] | Zhao Han, Lei Yuancai, Fu Liyong. Biomass and Uncertainty Estimates of Pinus massoniana Forest for Different Site Classes in Jiangxi Province [J]. Scientia Silvae Sinicae, 2017, 53(8): 81-93. |
| [9] | Yan Enping, Zhao Yunlin, Lin Hui, Mo Dengkui, Wang Guangxing. Estimation of Forest Carbon Density Based on Geostatistics and Multi-Resource Remote Sensing Data [J]. Scientia Silvae Sinicae, 2017, 53(7): 72-84. |
| [10] | Fu Ningning, Liu Jia, Qu Cheng, Wang Ran, Xu Yihua, Luo Chen, Li Fengqi. Analysis of Corythucha ciliata CcilCSP1 Structure and Prediction of Its Binding to Host-Plant Volatiles [J]. Scientia Silvae Sinicae, 2017, 53(10): 109-117. |
| [11] | Wang Haizhen, Han Lu, Xu Yali, Niu Jianlong, Yu Jun. Characteristics of Stomatal Conductance of Populus pruinosa and the Quantitative Simulation [J]. Scientia Silvae Sinicae, 2016, 52(1): 136-142. |
| [12] | Qiao Mengji, Jiang Jinying, Fu Yunlin. Influence of the Wood Residues Shell's Constitution on Releasing Rules of Fertilizer [J]. Scientia Silvae Sinicae, 2015, 51(10): 148-153. |
| [13] | Zhang Maozhen, Wang Guangxing, Ge Hongli, Xu Lihua. Estimation of Forest Carbon Distribution for Xianju County Based on Spatial Simulation [J]. Scientia Silvae Sinicae, 2014, 50(11): 13-22. |
| [14] | Li Zhen, Qu Di. Bi-Taper Mold Characteristics of Hydraulic Briquetting Press Based on ANSYS [J]. Scientia Silvae Sinicae, 2013, 49(9): 135-139. |
| [15] | Li Yongliang, Ju Hongbo, Zhang Huaiqing, Jiang Xian, Liu Hai. Visual Simulation of Individual Tree Information Estimation Based on Stand Characteristics [J]. Scientia Silvae Sinicae, 2013, 49(7): 99-105. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||