
Scientia Silvae Sinicae ›› 2019, Vol. 55 ›› Issue (12): 173-180.doi: 10.11707/j.1001-7488.20191218
• Scientific notes • Previous Articles Next Articles
Chunmei Yang,Qingwei Liu,Xiang Li,Qian Miao,Yan Ma,Bakary Doumbia,Changqing Ren*
Received:2018-04-02
Online:2019-12-25
Published:2020-01-02
Contact:
Changqing Ren
Supported by:CLC Number:
Chunmei Yang,Qingwei Liu,Xiang Li,Qian Miao,Yan Ma,Bakary Doumbia,Changqing Ren. Theoretical Process Parameter Calculation and Test Verification of Laser Cutting Veneer[J]. Scientia Silvae Sinicae, 2019, 55(12): 173-180.
Table 1
Laser energy parameters"
| 脉宽 Pulse width/μs | 脉冲频率 Pulse frequency/Hz | 脉冲电压 Pulse voltage/V | 激光能量 Laser power/mJ |
| 200 | 1 | 300~800 | 10.8~489 |
| 200 | 5 | 300~800 | 16.4~578 |
| 200 | 10 | 300~800 | 18.4~602 |
Table 2
The calculation value of theoretical cutting speed"
| 试件编号 No. | 脉冲电压 Pulse voltage/V | 单脉冲能量 Single pulse power/mJ | 脉冲频率 Pulse frequency/Hz | 切割速度 Cutting speed/(mm·s-1) |
| 1 | 300 | 18.4 | 10 | 0.484 |
| 2 | 400 | 96.5 | 10 | 2.538 |
| 3 | 500 | 198.2 | 10 | 5.214 |
| 4 | 600 | 317.4 | 10 | 8.350 |
| 5 | 700 | 468.8 | 10 | 12.334 |
| 6 | 800 | 602.3 | 10 | 15.846 |

Fig.1
Debug and calibrate the laser"

Fig.2
Laser speed adjusting device"


Fig.3
Laser cuts the profile on black walnut veneer"

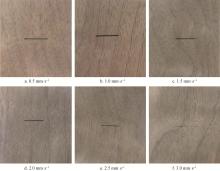
Fig.4
The corresponding veneer cutting images under different laser cutting speed at the laser pulse voltage of 400 V"


Fig.5
The corresponding veneer cutting images under different laser cutting speed at the laser pulse voltage of 500 V"

Table 3
Black walnut veneer kerf width data(pulse voltage 400 V, single pulse energy 96.5 mJ, pulse frequency 10 Hz)"
| 切割速度Cutting speed/(mm·s-1) | 切缝宽度 Kerf width/mm | 平均值 Mean value/mm | ||||
| 0.5 | 1.24 | 1.15 | 1.17 | 1.18 | 1.38 | 1.21 |
| 1.0 | 0.99 | 0.86 | 0.96 | 0.85 | 0.89 | 0.91 |
| 1.5 | 0.82 | 0.99 | 0.84 | 0.78 | 0.83 | 0.85 |
| 2.0 | 0.68 | 0.63 | 0.68 | 0.66 | 0.62 | 0.65 |
| 2.5 | 0.56 | 0.52 | 0.58 | 0.54 | 0.51 | 0.54 |
| 3.0 | — | — | — | — | — | — |
Table 4
Black walnut veneer kerf width data(pulse voltage 500 V, single pulse energy of 198.2 mJ, pulse frequency of 10 Hz)"
| 切割速度Cutting speed/(mm·s-1) | 切缝宽度 Kerf width/mm | 平均值 Mean value/mm | ||||
| 3.0 | 1.34 | 1.48 | 1.33 | 1.25 | 1.33 | 1.35 |
| 3.5 | 1.11 | 1.32 | 1.22 | 1.02 | 1.12 | 1.16 |
| 4.0 | 1.12 | 0.98 | 1.00 | 0.98 | 0.95 | 1.01 |
| 4.5 | 0.81 | 0.74 | 0.83 | 0.76 | 0.76 | 0.78 |
| 5.0 | 0.66 | 0.71 | 0.67 | 0.75 | 0.65 | 0.69 |
| 5.5 | 0.63 | 0.62 | 0.63 | 0.60 | 0.63 | 0.62 |
Table 5
Experimental variance analysis table of laser cutting speed"
| 差异来源 Source of difference | 平方和 Quadratic sum | 自由度 Degree of freedom | 均方 Mean square | F检验 F-test | |
| 1 | 切割速度Cutting speed | 1.646 753 | 4 | 0.411 688 | 124.327 1 |
| 误差Error | 0.082 783 | 25 | 0.003 311 | ||
| 总和Summation | 1.729 537 | 29 | |||
| 2 | 切割速度Cutting speed | 2.445 114 | 5 | 0.489 023 | 131.556 |
| 误差Error | 0.111 517 | 30 | 0.003 717 | ||
| 总和Summation | 2.556 631 | 35 |
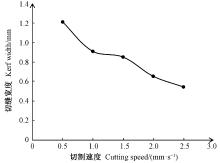
Fig.6
The relationship between kerf width and cutting speed of black walnut veneer"
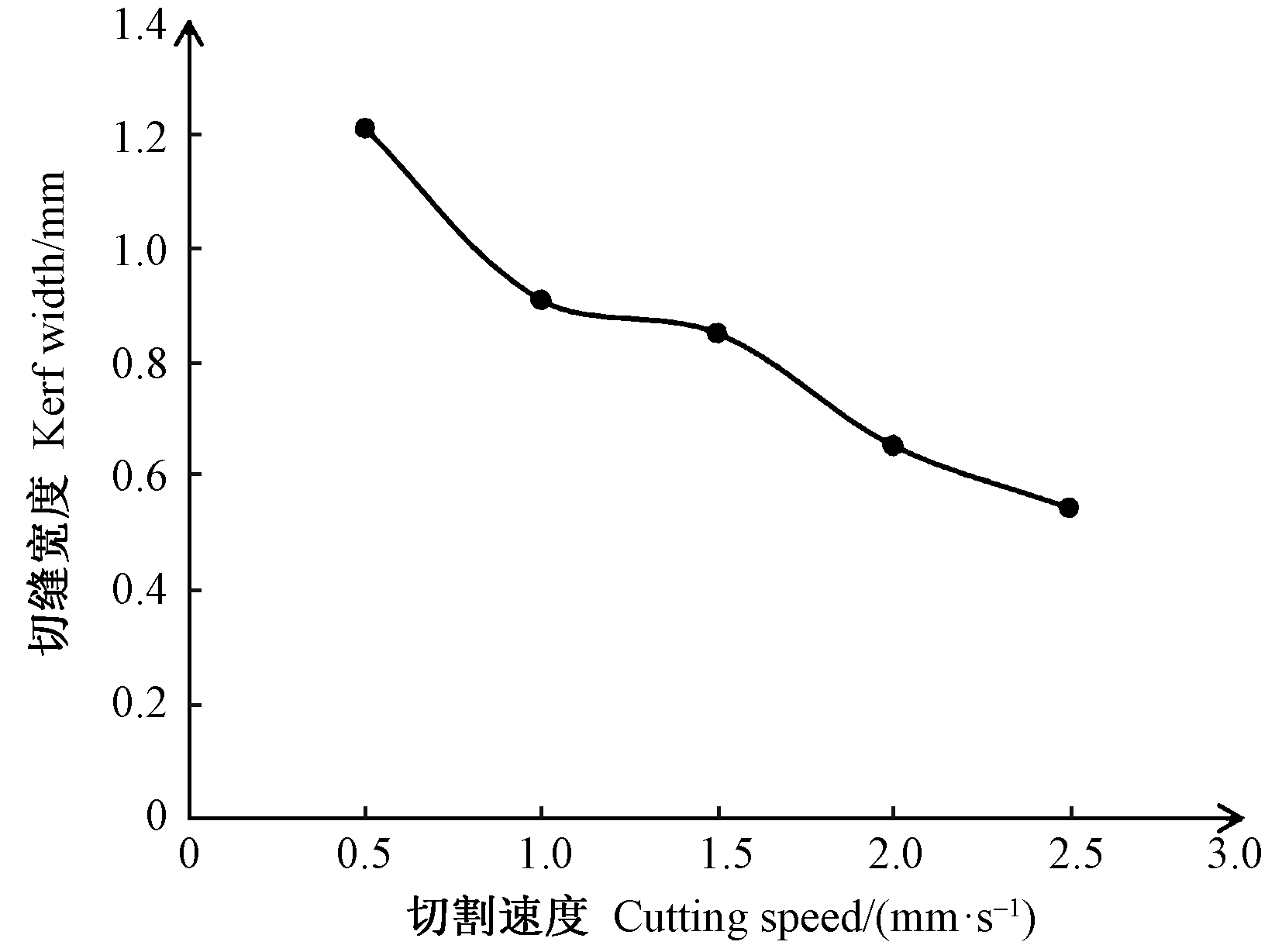
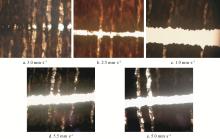
Fig.7
The micrograph of incision section corresponding to different cutting speed"

|
崔承云, 崔熙贵, 石贵峰. 激光雕刻非金属固体材料的表面形貌. 红外与激光工程, 2014. 43 (12): 3932- 3936.
doi: 10.3969/j.issn.1007-2276.2014.12.015 |
|
|
Cui C Y , Cui X G , Shi G F . Surface morphology of non-metallic solid materials after laser carving. Infrared and Laser Engineering, 2014. 43 (12): 3932- 3936.
doi: 10.3969/j.issn.1007-2276.2014.12.015 |
|
|
方石银. 激光切割模切板的能量平衡方程. 包装工程, 2006. (5): 142- 143, 161.
doi: 10.3969/j.issn.1001-3563.2006.05.053 |
|
|
Fang S Y . Energy balanced equation of laser cutting die-boards. Packaging Engineering, 2006. (5): 142- 143, 161.
doi: 10.3969/j.issn.1001-3563.2006.05.053 |
|
|
花军. 节能环保型木材加工设备的开发. 林业机械与木工设备, 2009. 37 (12): 4- 8.
doi: 10.3969/j.issn.2095-2953.2009.12.001 |
|
|
Hua J . Brief analysis of the development of energy-saving and environment-friendly wood processing equipment. Forestry Machinery & Woodworking Equipment, 2009. 37 (12): 4- 8.
doi: 10.3969/j.issn.2095-2953.2009.12.001 |
|
| 姜新波, 李晋哲, 白岩, 等. 激光切割木材试验及其加工质量的影响因素分析. 激光与光电子学进展, 2016. (3): 134- 138. | |
| Jiang X B , Li J Z , Bai Y , et al. Laser cutting wood test and influencing factors of processing quality. Laser & Optoelectronics Progress, 2016. (3): 134- 138. | |
| 姜新波, 胡昊, 刘九庆, 等. 纳秒水导激光加工木材工艺探讨. 林业科学, 2018. 54 (1): 121- 127. | |
| Jiang X B , Hu H , Liu J Q , et al. Experimental design and study of wood processed by nanosecond water guide laser. Scientia Silvae Sinicae, 2018. 54 (1): 121- 127. | |
| 李晋哲. 2016.木材激光加工质量的微观分析与试验研究.哈尔滨:东北林业大学硕士学位论文. | |
| Li J Z. 2016.Microscopic analysis and experimental study of laser processing quality of wood. Harbin: MS thesis of Northeast Forestry University. [in Chinese] | |
| 马岩, 宋明亮, 李虎, 等. 数控激光加工试验台设计与加工斑点计算理论. 林业科学, 2017. 53 (8): 163- 168. | |
| Ma Y , Song M L , Li H , et al. Design of numerical control laser processing test bench and calculation theory of processing speckle. Scientia Silvae Sinicae, 2017. 53 (8): 163- 168. | |
|
孙玲芳, 严椿绶. 激光技术在木材切割中的应用. 林业机械与木工设备, 2000. (5): 11- 15.
doi: 10.3969/j.issn.2095-2953.2000.05.004 |
|
|
Sun L F , Yan C S . Application of laser in wood cutting. Forestry Machinery & Woodworking Equipment, 2000. (5): 11- 15.
doi: 10.3969/j.issn.2095-2953.2000.05.004 |
|
|
吴哲, 杨春梅, 马岩, 等. 纳秒脉冲激光在木材表面加工中的应用研究. 机械制造, 2015. 53 (5): 44- 46.
doi: 10.3969/j.issn.1000-4998.2015.05.014 |
|
|
Wu Z , Yang C M , Ma Y , et al. Application of nanosecond pulse laser to wood surface processing. Machinery, 2015. 53 (5): 44- 46.
doi: 10.3969/j.issn.1000-4998.2015.05.014 |
|
| 谢小柱, 胡伟. 激光切割模切板的参数研究. 机械工程师, 2008a. (6): 25- 26. | |
| Xie X Z , Hu W . Study on parameters of laser cutting die cutting board. Mechanical Engineer, 2008a. (6): 25- 26. | |
| 谢小柱, 魏昕, 胡伟. CO2激光切割非金属材料理论模型. 工具技术, 2008b. (5): 19- 21. | |
| Xie X Z , Wei X , Hu W . Theoretical model of CO2 laser cutting non-metal material. Tool Engineering, 2008b. (5): 19- 21. | |
| 杨春梅, 路遥, 马岩, 等. 纳秒脉冲激光切削木材的理论与试验. 林业科学, 2017. 53 (9): 151- 156. | |
| Yang C M , Lu Y , Ma Y , et al. Theoretical and experimental study on the cutting of wood by nanosecond pulse laser. Scientia Silvae Sinicae, 2017. 53 (9): 151- 156. | |
| 赵洪刚, 刘彦龙, 孙耀星, 等. 激光切割工艺参数对切割樟子松切缝效率的影响. 南京林业大学学报:自然科学版, 2016. 40 (6): 203- 206. | |
| Zhao H G , Liu Y L , Sun Y X , et al. Effects of parameters of laser cutting on the cutting seam efficiency of Pinus sylvestris wood. Journal of Nanjing Forestry University:Natural Sciences Edition, 2016. 40 (6): 203- 206. | |
|
赵洪刚, 孙耀星, 高金贵, 等. 激光切割蒙古栎合理技术参数组合优化. 林业科学, 2017. 53 (12): 112- 119.
doi: 10.11707/j.1001-7488.20171212 |
|
|
Zhao H G , Sun Y X , Gao J G , et al. Combinatorial optimization of reasonable technical parameters for laser cutting oak. Scientia Silvae Sinicae, 2017. 53 (12): 112- 119.
doi: 10.11707/j.1001-7488.20171212 |
|
|
赵静, 钱桦, 张厚江, 等. 激光雕刻木材工艺参数的研究. 木材加工机械, 2006. 17 (6): 15- 17.
doi: 10.3969/j.issn.1001-036X.2006.06.005 |
|
|
Zhao J , Qian H , Zhang H J , et al. Study on the technical paramers for laser carving wood. Wood Processing Machinery, 2006. 17 (6): 15- 17.
doi: 10.3969/j.issn.1001-036X.2006.06.005 |
|
| Çaydaş U , Hasçalık A . Use of the grey relational analysis to determine optimum laser cutting parameters with multi-performance characteristics. Optics & Laser Technology, 2008. 40 (7): 987- 994. | |
|
Liu P X , Liu H Q , Zhang Y S . A new thin sheet heat source model for active gas melt laser cutting. The International Journal of Advanced Manufacturing Technology, 2015. 77, 1475- 1481.
doi: 10.1007/s00170-014-6478-z |
| [1] | Meng Fandan, Wang Chao, Xiang Qin, Yu Yanglun, Yu Wenji. Effect of Hot Dry Air Treated Defibering Bamboo Veneer on the Properties of Bamboo-Based Fiber Composites [J]. Scientia Silvae Sinicae, 2019, 55(9): 142-148. |
| [2] | Peng Xiaorui, Zhang Zhankuan. Curl Deformation Characteristics of Plastic Membrane with Decorative Veneer through Hot Pressing [J]. Scientia Silvae Sinicae, 2019, 55(2): 143-151. |
| [3] | Ma Yan, Xu Honggang, Yang Chunmei, Xu Shixiang. Description of Small-Diameter Wood Sliced Veneer after Star-Sawing in Longitudinal Direction and Recombining by Mathematical Method [J]. Scientia Silvae Sinicae, 2016, 52(12): 106-111. |
| [4] | Ma Yan, Xu Honggang, Yang Chunmei, Xu Shixiang. Volume Calculation Method and Benefit Analysis of Small-Diameter Wood Sided Sliced Veneer [J]. Scientia Silvae Sinicae, 2016, 52(11): 142-147. |
| [5] | Chen Yongping, Guo Wenjing, Wang Zheng. An Improved Algorithm of Veneer Knot Image Recognition Based on Mathematical Morphology [J]. Scientia Silvae Sinicae, 2015, 51(9): 90-95. |
| [6] | Ren Hong, Shen Wenwen, Bai Jieyun, Guan Jun. Mathematical Models and Analysis of Particle Size of Coniferous Wood Flour Based on the Least Squares Method [J]. Scientia Silvae Sinicae, 2015, 51(4): 164-170. |
| [7] | Ma Yan, Zhang Yaxin, Yuan Xu, Zhan Li, Yang Chunmei. JN-Type Micron-Sized Wood Fiber Shock Absorber [J]. Scientia Silvae Sinicae, 2015, 51(1): 112-118. |
| [8] | Yan Hanbing, Peng Litan, Tang Xuqing. Modeling and Impact Analysis on Distribution Prediction of Forest Tree Species in Northeast China Based on Climate Change [J]. Scientia Silvae Sinicae, 2014, 50(5): 132-139. |
| [9] | Zhou Yongdong, Sun Feng, Lü Jianxiong, Li Xiaoling. Veneer Drying Quality Comparison of Six Eucalyptus Species [J]. Scientia Silvae Sinicae, 2014, 50(11): 104-108. |
| [10] | Yu Yanglun, Qin Li, Yu Wenji. Manufacturing Technology of Bamboo-Based Fiber Composites Used as Outdoor Flooring [J]. Scientia Silvae Sinicae, 2014, 50(1): 133-139. |
| [11] | Liu Hongling, Guo Kangquan, Frederick A. Kamke, Tran Van Cuong. A Novel Modification Technology of Fast-Growing Wood Veneer: Softening at High Temperature with Saturated Steam and Transverse Compression in A Sealed Environment [J]. Scientia Silvae Sinicae, 2014, 50(1): 149-155. |
| [12] | Zhang Yamei;Yu Wenji. Effect of Thermal Treatment on the Properties of Bamboo-Based Fiber Composites [J]. , 2013, 49(5): 160-168. |
| [13] | Yu Yanglun;Meng Fandan;Yu Wenji. Manufacturing Technology of Bamboo-Fiber Based Composites Used as Container Flooring [J]. Scientia Silvae Sinicae, 2013, 49(3): 116-121. |
| [14] | Liu Zhijia;Bao Fucheng;Fu Feng. Impregnation Process of Thermochromic Functional Poplar Veneer [J]. Scientia Silvae Sinicae, 2012, 48(1): 143-147. |
| [15] | Zhang Xiaomin;Sun Zhengjun;Wang Ximing;Shang Lili. Viscoelastic Behavior of Poplar under Radical Compression [J]. Scientia Silvae Sinicae, 2011, 47(9): 135-139. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||