林业科学 ›› 2025, Vol. 61 ›› Issue (3): 182-188.doi: 10.11707/j.1001-7488.LYKX20240255
门全胜,刘达列*( )
)
Quansheng Men,Dalie Liu*()
摘要:
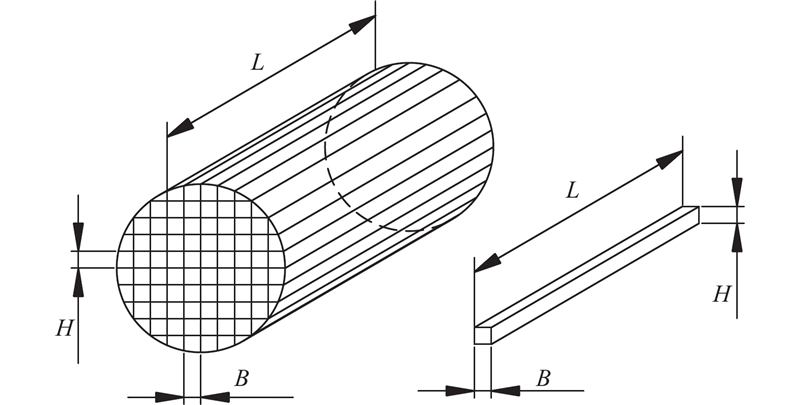
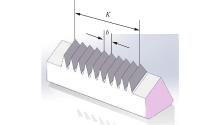
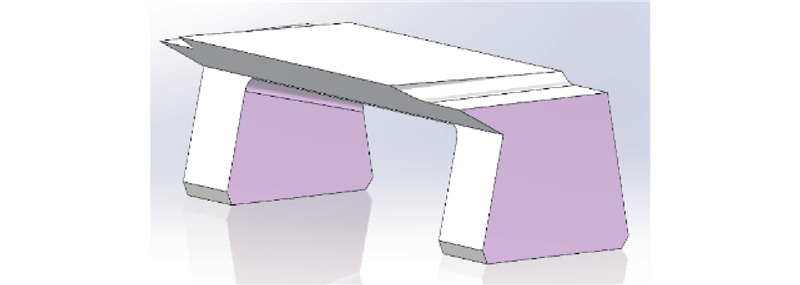
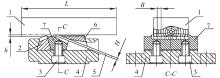
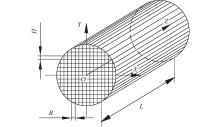
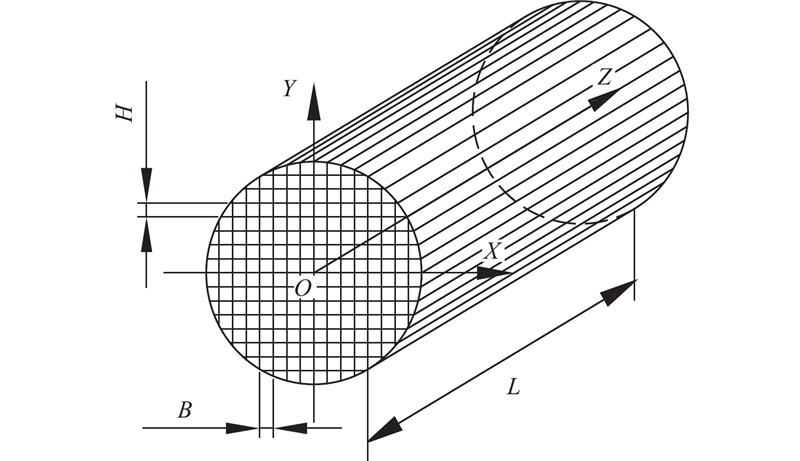
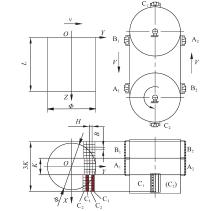
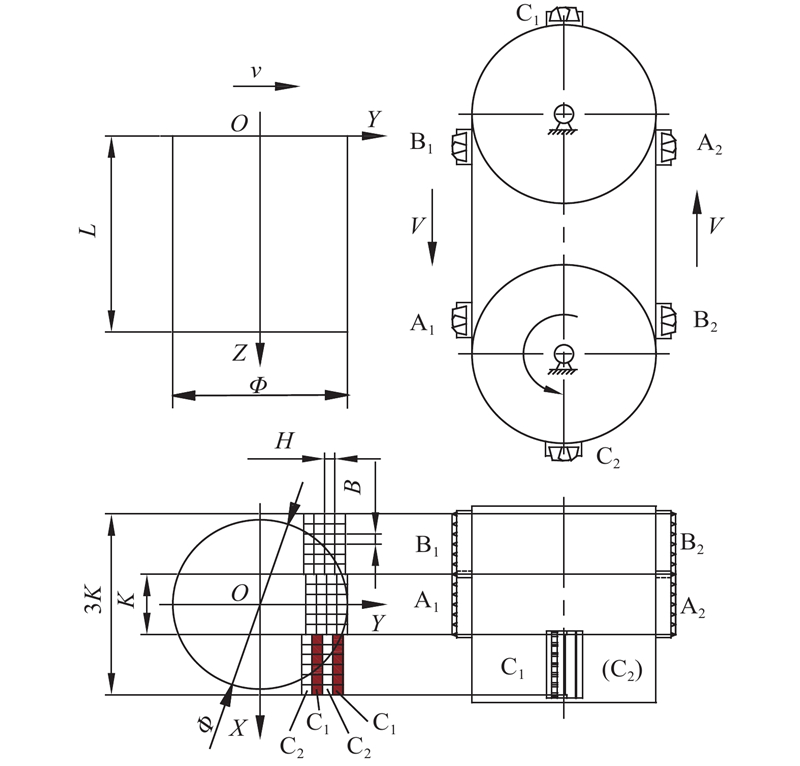
目的: 提出一种立体网格式循序解剖法,改进现有人造板等木质重组类材料组成单元共同缺陷,为木材加工、人造板单元制备提供新的理论方法以及新型木质重组材料研发提供基础原料。方法: 基于木材显微构造主要特征,按照原木立体网格设立以及原木纵向先划切后刨切的技术方案,结合组合刀具结构设计与刀具各零件及其结构的功能作用,阐述木丝杆单元加工成形过程。以小径木为研究对象,建立小径木立体网格三维直角坐标系,进行刀具切削主运动和木段进料进给运动设计;结合小径木加工区域划分与组合刀具在传输链上的布局以及与小径木加工区域的对应分配,提出一种新型人造板单元制备方法——立体网格式循序解剖法。分析立体网格式循序解剖法刀具与木料在速度、时间、距离三者之间的关系,推导主运动和进给运动运动速度关系式。依据立体网格式循序解剖法,应用研制的木丝杆单元加工试验机进行加工试验验证。结果: 主运动和进给运动运动速度关系式为v=[(N×H)/S]×V (N为每个加工区域组合刀具数量,S为传输链周长);主运动速度V=2.49 m·s?1、进给运动速度v=
中图分类号: